|
商品の詳細:
お支払配送条件:
|
| 製品名: | アルミニウム放出の長方形の管 | 合金: | 6063,6061,6005 |
|---|---|---|---|
| 素材: | アルミニウム | Suface の処置: | 製造所は、陽極酸化されて、等終わりました |
| 気性: | T4、T5、T6、T66 | アプリケーション: | 建物、産業コマーシャル |
| ハイライト: | 突き出されたアルミニウム形,アルミニウム プロフィールの放出 |
||
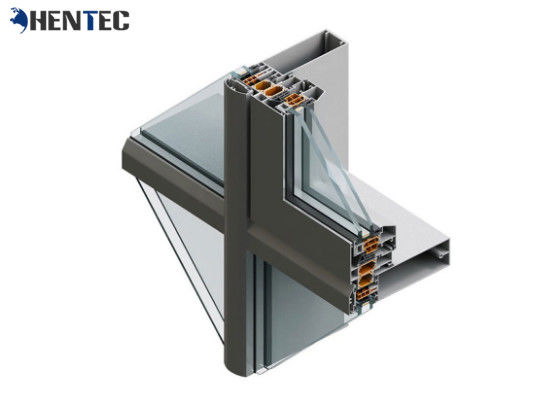
6063 / 6061の標準的なアルミニウム放出のプロフィールの陽極酸化/電気泳動
私達の4500T等級の放出機械は私達が400*150mmおよびφ360内のセクションを作り出すことを可能にします。
あなたのデッサンは完全に歓迎されます。
価格の徴候:基本的なアルミニウム インゴット、放出の費用の浮上の費用および余分に。
私達はまた十分に組み立てられた優れた等級のwindow&doorシステムを供給します。
情報:
1.材料:アルミ合金6063、6061。
2.気性:T5、T6。
3.品質規格:DIN;AAMA;AS/NZS;CHINAGB.
4.表面処理:陽極酸化される製造所の終わりは磨かれて、電気泳動ブラシをかけられる、上塗を施してある、木製の穀物、等を粉にします。
5. avalilable色:あなたの色のサンプルに基づくだれでも利用できます。
6.パッキングの細部:憶病なフィルム;プラスチック及びクラフト紙;木パレット
カートンのパッキング;顧客の要求によって。
記述:
| 記述 | アルミニウム放出のプロフィール | |
| 合金/気性 | 6063-T5/6060-T5;6063-T6/6061-T6 | |
| 表面処理 | 製造所の終わり;陽極酸化される;塗られる粉;木の穀物、機械/酸の磨かれたおよび等 | SGSは承認をテストします |
| 標準は適用します | EN755;DIN;ASTMB221;GB5237-2008および等。 | SGSは承認をテストします |
| 価格 | SMM/LMEの第一次アルミニウム価格+競争の加工費 | |
| 型の方針 | 確認されるため | |
| 配達タイムテーブル | サンプル:15日以内に;順序:15 -20日以内に | SGSは承認をテストします |
| 支払の言葉 | 20%の沈殿物、7日以内のB/Lのコピーに対するバランスの支払 | SGSは承認をテストします |
| パッキングの標準 | 中保護されたフィルムおよび真珠の綿および収縮フィルム外で | SGSは承認をテストします |
| 保証の言葉 | 出荷されたプロダクトが必須に会うことができなければ総順序量は遅れなしに払い戻しの背部です、または新しい取り替えの貨物を代りに整理して下さい。 | SGSは承認をテストします |
適用:
ファイルされる車の、列車の機械類、電子工学の、医学および他の産業で使用される企業のアルミニウム プロフィール。ハードウェアの点では、機械類、電気機械の部品、太陽PVプロダクトは重要な補助材料として、アルミニウム フレーム採用しますあります。例えば私達にまたラジエーター、適性の機械類、器械を、気管つける、建物のためのアルミニウム プロフィールが油送管、あります。
指定:
1) 化学成分
|
合金 |
Si |
Fe |
CU |
Mn |
Mg |
Cr |
Zn |
チタニウム |
不純物 |
Al |
|
6063 |
0.2-0.6 |
0.35 |
0.1 |
0.1 |
0.45-0.9 |
0.1 |
0.1 |
0.1 |
0.15 |
残り |
|
6061 |
0.4-0.8 |
0.7 |
0.15-0.4 |
0.15 |
0.8-1.2 |
0.04-0.35 |
0.25 |
0.15 |
0.15 |
残り |
|
6060 |
0.3-0.6 |
0.1-0.3 |
0.1 |
0.1 |
0.35-0.6 |
- |
0.15 |
0.1 |
0.15 |
残り |
|
6005 |
0.6-0.9 |
0.35 |
0.1 |
0.1 |
0.40-0.6 |
0.1 |
0.1 |
0.1 |
0.15 |
残り |
2) 機械特性
|
合金 |
気性 |
引張強さ |
降伏強さ |
延長 |
|
6063 |
T5 |
≥ 160Mpa |
≥ 110Mpa |
≥ 8% |
|
T6 |
≥ 205Mpa |
≥ 180Mpa |
≥ 8% |
|
|
6061 |
T6 |
≥ 265Mpa |
≥ 245Mpa |
≥ 8% |
比較優位:
1) 技術設計およびサポート。
2) 深く処理するアルミニウム プロフィール:切れ、打ち、あき、製粉し、そして製造。
3) 良質システム、厳しく点検およびパッケージの前の生産の間の全点検。
4) 良い業績、15年間プロダクト保証。
![]()
アルミニウム プロフィールの工程:
それは主に鋳造、放出および着色の3つのプロセスを含んでいます(着色は主に下記のものを含んでいます:酸化、電気泳動のコーティング、過フッ化炭化水素のコーティング、粉のコーティング、木製の穀物の移動、等)。
1. 溶け、投げることはアルミニウム生産の最初のプロセスです。
主要なプロセスは次のとおりです:
(1)原料:作り出される必要があるおよび適度にマッチのさまざまな原料計算して下さい特定の合金の等級に従ってさまざまな合金部品の量を。
(2)製錬:準備された原料はプロセス条件に従って溶けることのための溶ける炉に加えられ、溶解の不純物そしてガスはガスを抜くおよびスラグ精錬の平均によって効果的に取除かれます。
(3)投げること:溶解したアルミニウム液体は深い井戸の鋳造システムを通したある特定の鋳造プロセス状態の下のさまざまな円形の鋳造の棒に鋳造物冷却され。
2. 放出:
放出はプロフィールの形成の手段です。初めに、型はプロフィール プロダクトのセクションに従って設計され、製造され、熱くする円形の鋳造物の棒は押出機によって型から突き出ます。一般的な等級6063の合金はまた放出の後でエア冷却の癒やすプロセスおよび人工的な老化プロセスに増強する熱処理を完了するために服従します。熱治療可能な補強された合金の異なった等級に異なった熱処理の政体があります。
3. 着色(ここに主に酸化プロセスで)
酸化:突き出されたアルミ合金のプロフィールに低い表面の耐食性があり、アルミニウムの耐食性、耐久性および出現を高める陽極酸化によって扱われる表面でなければなりません。
主要なプロセスは次のとおりです:
(1)表面の前処理:プロフィールの表面は完全で、密な人工的な酸化膜の取得を促進するために純粋な基質を露出する化学薬品または身体検査の平均によってきれいになります。機械平均によって鏡の様なかマットの(無光沢の)表面を得ることもまた可能です。
(2)陽極酸化:後密な、多孔性、強い吸着フィルムを形作るために前処理は、ある特定のプロセス条件の下で表面、基質の表面陽極酸化されました。
(3)密封:陽極酸化によって形作られる多孔性の酸化膜の気孔の気孔は酸化膜が汚染から防がれる、耐食性および耐久性は高められますように、閉鎖して。酸化膜は無色および透明です。密封する前の酸化膜の強い吸着特性の使用によって、ある金属塩はフィルムの気孔でプロフィールの出現が黒、青銅、金およびステンレス鋼のような自然な色(銀製の白)以外多くの色に、示すように、吸着され、沈殿します。
コンタクトパーソン: Mr. Chris Gong
電話番号: +86 510 86061388 / 86215836
ファックス: 86-0510-86215835